Our infrastructure seamlessly connects every aspect of concept-to-prototype development, utilising the latest machinery, equipment, and the most advanced CAD/CAM/Simulation software. This integrated approach ensures that our customers benefit from reduced lead times, exceptional quality, and reliable performance.
Our expansive 30,000-square-foot rapid prototyping facility is a testament to our unwavering dedication to your innovation success. It provides a focused environment where your ideas can rapidly materialise with efficiency and impact.
Prototype Development
More than 25 GB of data goes into the design and development of each prototype.
Each prototype commences with the 3D models
Backed by simulation expertise in more than 6000 castings using MAGMA Soft & NOVAFlow&Solid
Machining simulations get executed with precision using MASTER CAM & EDGE CAM
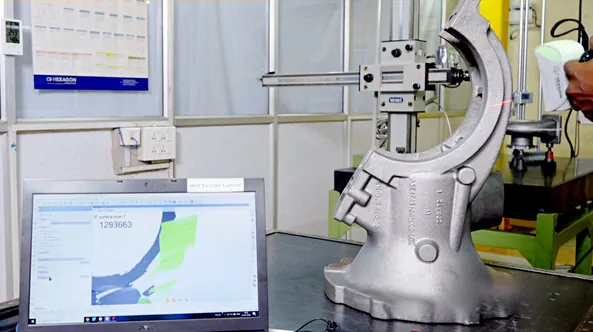
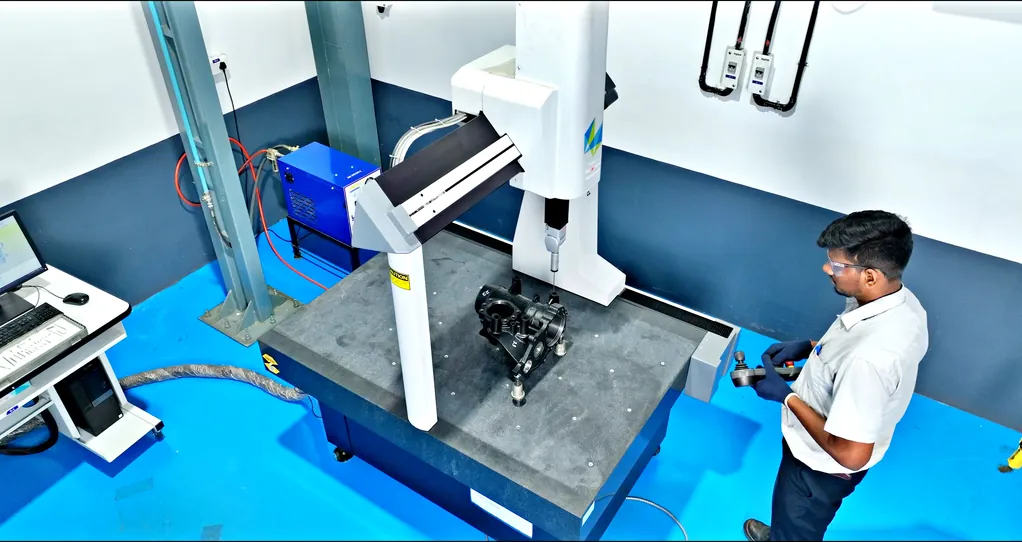
Additional facilities include CMMs among others
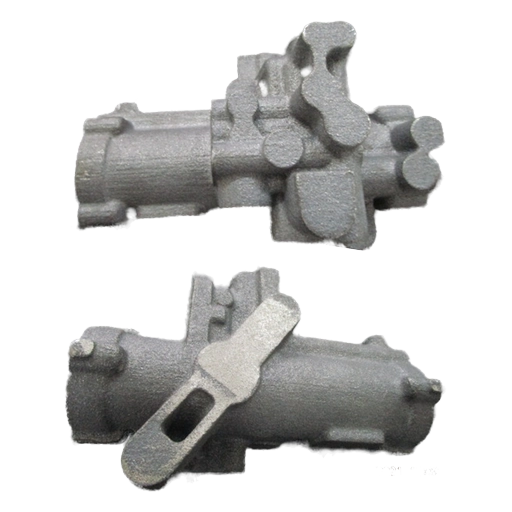
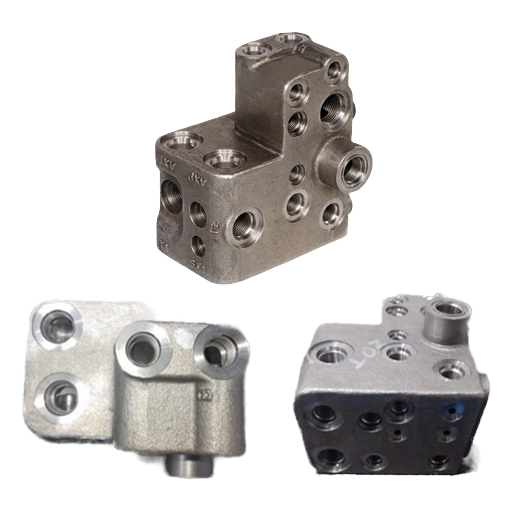
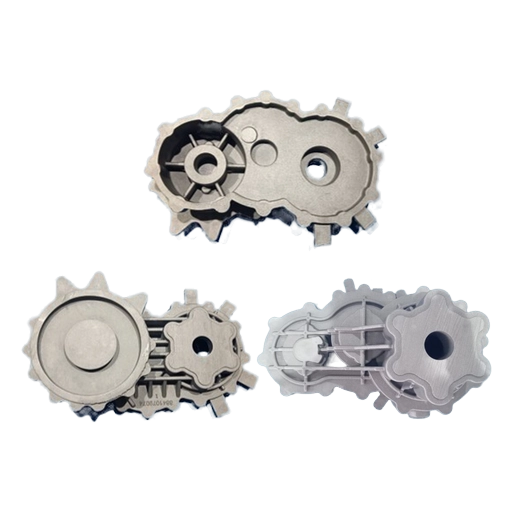
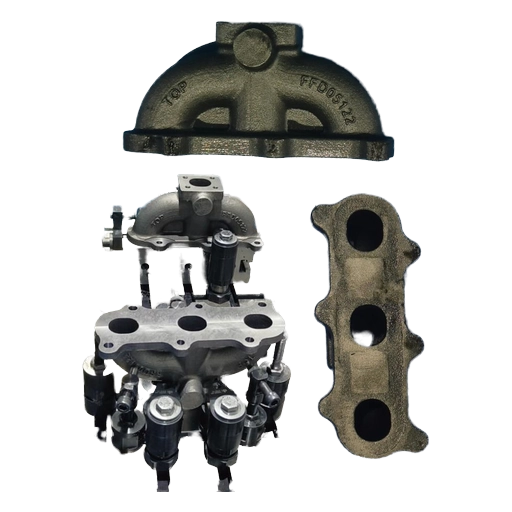
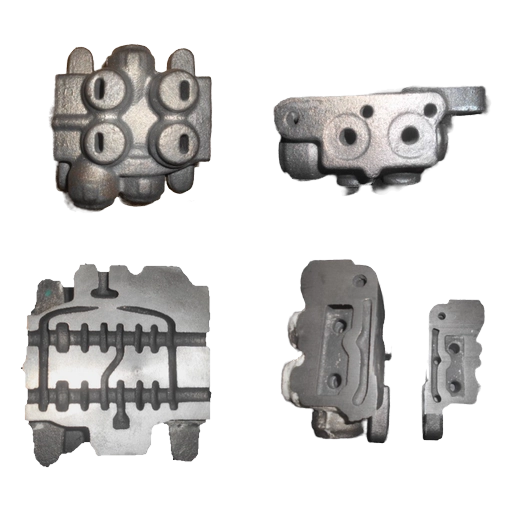
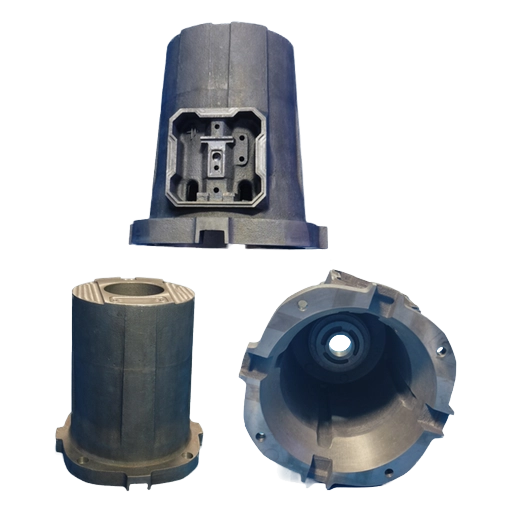
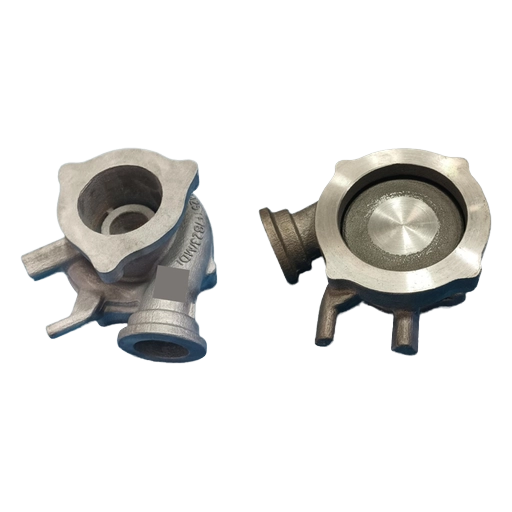
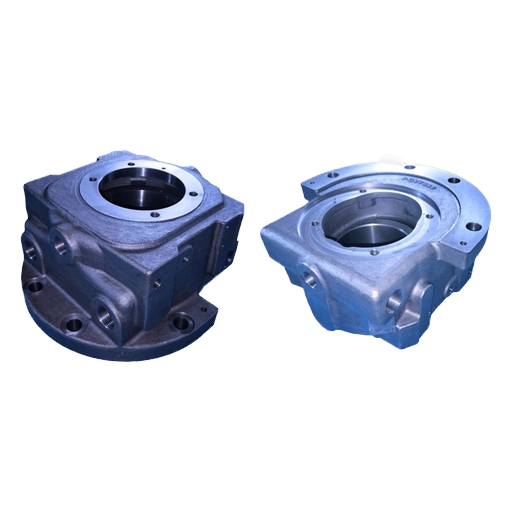
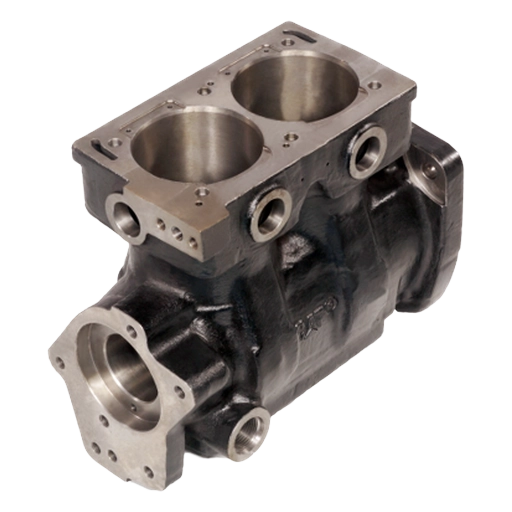
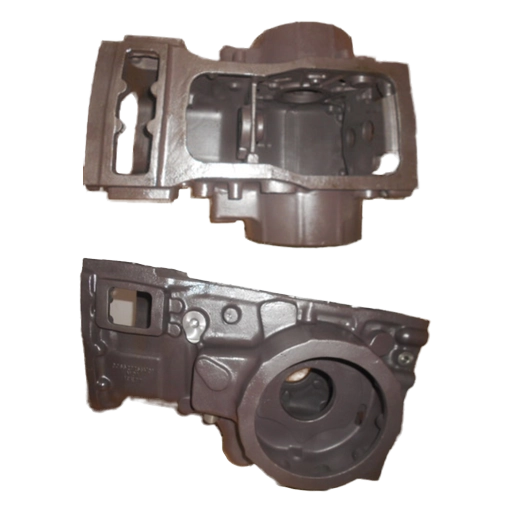
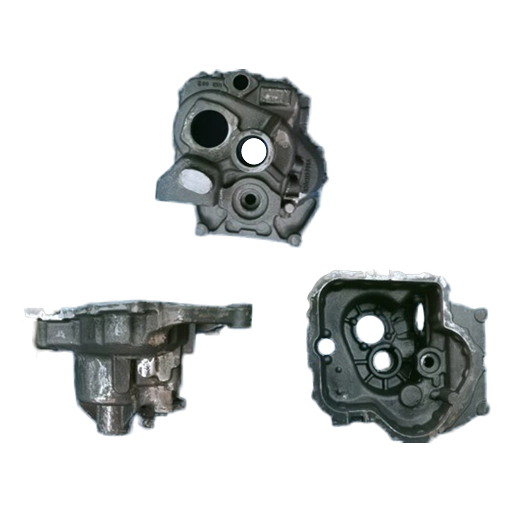
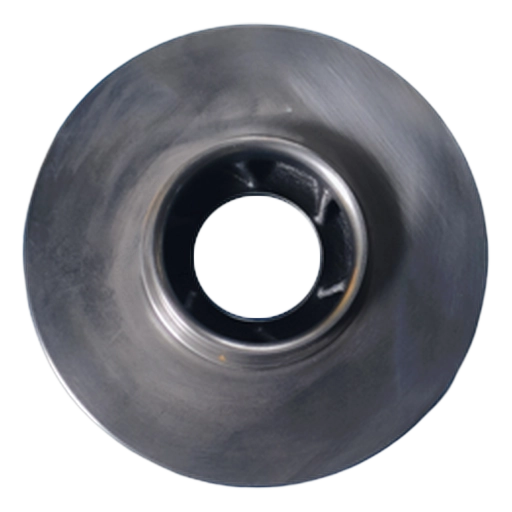
3D Core | Mold printing
We utilise large-format 3D sand printers to create molds and cores for large internal combustion engines, valves, turbochargers, and other components. Smaller molds and cores are nested within the job box according to specific requirements. Our investments in two printers ensure reliable support in case of redundancy.
No
Machine Type
Process
No of Machines
Capacity
Job Box Size
1
Sand 3D Printer 1
Furan Binder Jetting Process
1
1100lts
1500 x 1000 x 750 mm
2
Sand 3D Printer 2
Furan Binder Jetting Process
1
720lts
1200 x 1000 x 600 mm
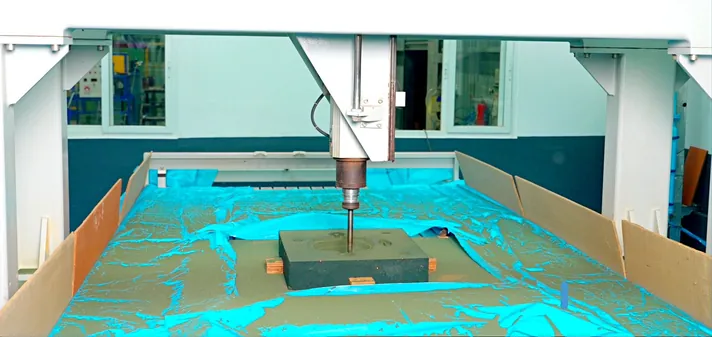
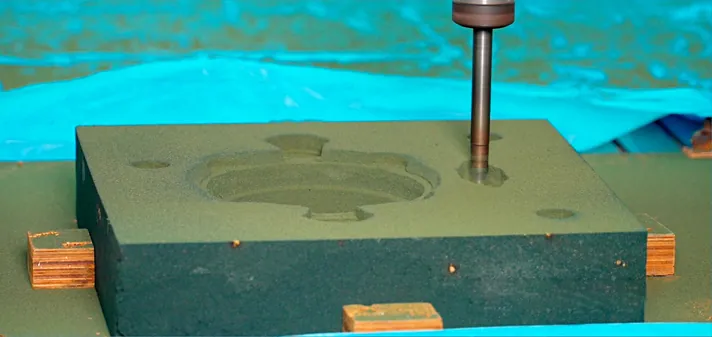
FlexiCAM 3D Router
Table Size – 2000 mm x 3000 mm
Accuracy – 25 Micron
Romer Scanner
Accuracy – 0.045 mm
Area Coverage – 2.5 meters
Faster Scanning
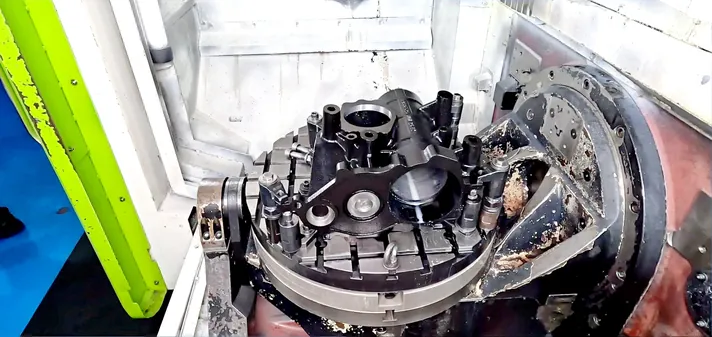
Prototype Machining
Hartford 5A-65E
5Axis Machine
Table Size – 26”(660 mm) x 20” (500 mm) x 18” (450 mm)
Diameter – 26” (660 mm)
Loading capacity – 500 Kgs
NO. OF MACHINES
TABLE SIZE & MAX. TURNING DIA (MM)
ADDITIONAL FACILITIES
MACHINE ACCURACY
ACCURACY LEVEL
1
TABLE DIAMETER 650.0 MM
PROBING
MODULAR FIXTURE
THROUGH COOLANT PRESSURE
ENGRAVING
CAM PROGRAMMING
XZ - 15 micron
YZ - 15 micron
XY - 15 micron
B axis - 0.001Deg
C axis - 0.001Deg
10 microns
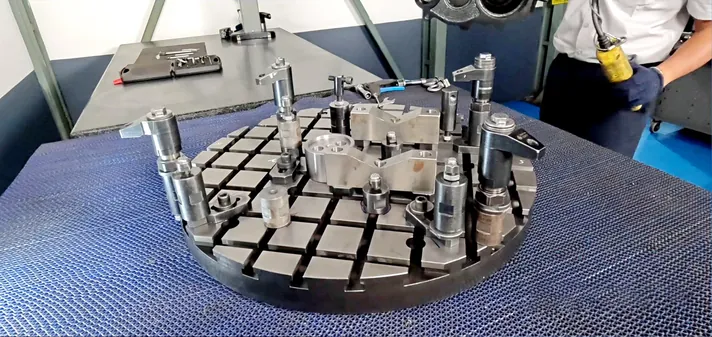
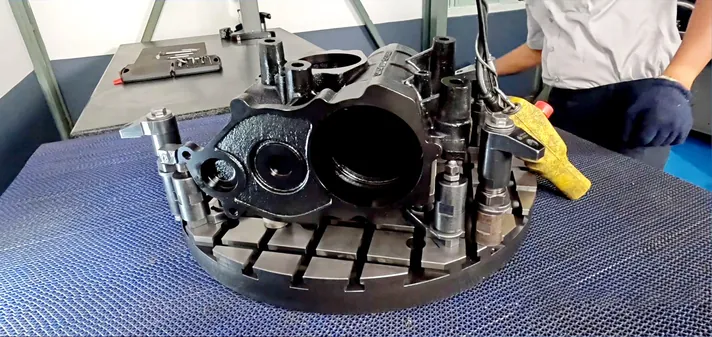
Modular Fixture
Zero Point Clamping System
Modular Fixtures can be built in hours whereas a dedicated fixture will take weeks.
7 µm accuracy in accessories.
5 µm repeatability in Zero Point Clamping system.
Multiple pallets reduce setup time.
Mazak Integrex J200S
Horizontal Multi tasking Machine
Milling Spindle Back Adapter : HSK A63
Loading capacity – 150 Kgs
2-Axis Turning : – Y Axis Sub Spindle : 8” (200 mm) – X Axis Main Spindle : 18” (450 mm)
NO. OF MACHINES
TABLE SIZE & MAX. TURNING DIA (MM)
ADDITIONAL FACILITIES
MACHINE ACCURACY
ACCURACY LEVEL
1
MAIN SPINDLE CHUCK DIA 250.0 MM,
SUB SPINDLE CHUCK DIA 200 MM
PROBING
THROUGH COOLANT PRESSURE
CAM PROGRAMMING
AUTO TRANFERING
XZ - 10 micron
YZ - 10 micron
XY - 10 micron
B axis - 1.0Deg
C axis - 0.001Deg
10 microns
Mazak VC-Ez 510 IP
VMC – 4th Axis Machine
Table Size – 50” x 20”
Diameter – 3.15”
Loading capacity – 205 Kgs
Auto Tool Length Measurement & Break Detection.
Smooth Synchronized Tapping
Optical Probe OMP 60 (Renishaw)
NO. OF MACHINES
TABLE SIZE & MAX. TURNING DIA (MM)
ADDITIONAL FACILITIES
MACHINE ACCURACY
ACCURACY LEVEL
1
TABLE X ,Y 1250 X 492
4TH AXIS
PROBING
MODULAR FIXTURE
THROUGH COOLANT PRESSURE
ENGRAVING
XZ - 10 micron
YZ - 10 micron
XY - 10 micron
10 microns
CMM - HEXAGON
Hexagon Explorer Performance 800 x 1000 x 600 mm with touch trigger scanning and continuous scanning facilities.