3D printers turn your CAD designs into real parts by building them layer by layer .
The Process consists of 3 Simple Components:
 3D Printing Software :
3D Printing Software :
3D printing relies on a fully-automated software system that controls everything from gantry position to material deposition. These systems vary significantly, but all have the same core elements.

3D printing materials
Material selection dictates both the mechanical properties of the final part and the specifics of the printing process required to fabricate it. Application constraints come first when selecting a material—however, fabrication constraints can equally make or break your part.
3D printing process: Dictated by software, this is the physical process by which the 3D printers deposit material layer-by-layer in the shape of a part. The specifics of this process impact part quality, precision, and print time
Dictated by software, this is the physical process by which the 3D printers deposit material layer-by-layer in the shape of a part. The specifics of this process impact part quality, precision, and print time
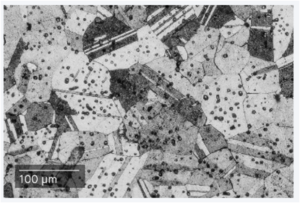
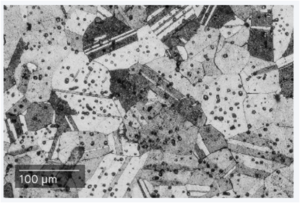
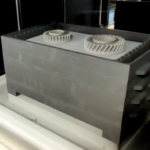
Metal Printing : Bound Metal Deposition, is an extrusion-based metal additive manufacturing (AM) process where metal components are created by extrusion of a powder-filled thermoplastic media. Metal powder that is sustained together by both wax and polymer binder. They are then heated and extruded onto the build plate. This shapes the part layer by layer.

Debinding : The polymer & wax binder in the metal parts is now removed by the Debinder making it ready for sintering.
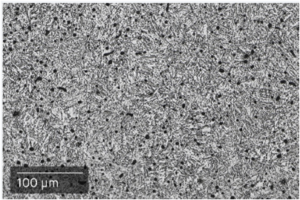
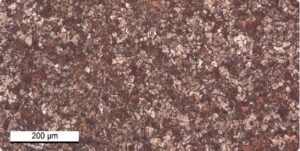
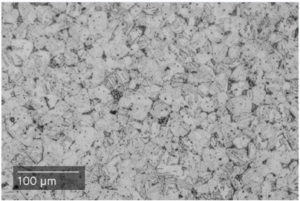
 Sintering :
Sintering :
The parts are then sintered resulting in densifying the metal & fusing of metal particles together causing the part to densify up to 98-99.8% resulting in properties superior to casted parts.